電解研磨
電解研磨とは
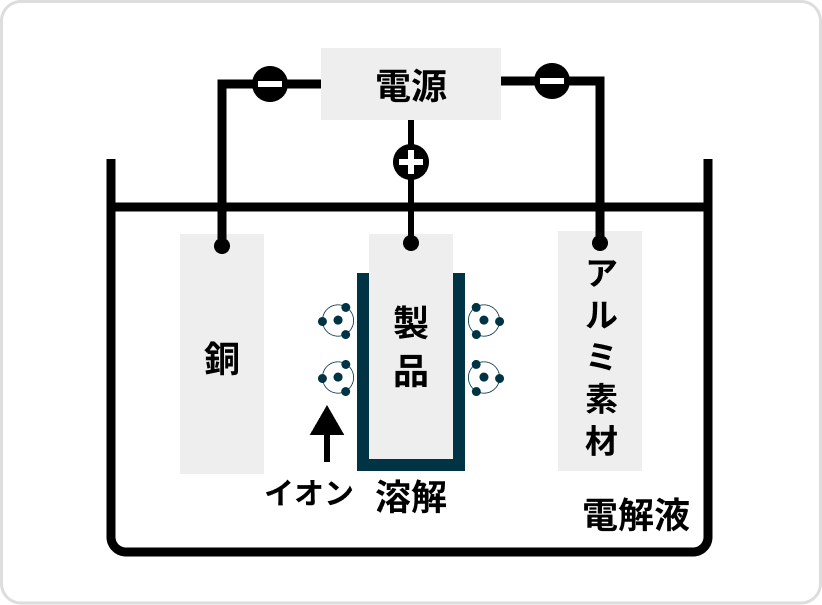
電解研磨は、金属(主にステンレス)を電解液中で陽極にし、電流を流すことで電解反応の抵抗を利用し、表面の極微細な凹凸を溶解して平滑で鏡面のような仕上げを得る処理です。さらに、表面には高耐食性に優れた均質でクロムリッチで緻密な不導体化膜が生成されます。医療機器や食品機器、精密部品などに多く使用されます。
電解研磨の反応式
電解研磨の反応式は、主にステンレス鋼(鉄・クロム・ニッケル合金)の電解反応に基づいています。
電解研磨では、ステンレスを陽極(+)、対極を陰極(ー)にして電解液(通常はリン酸・硫酸混酸)中で電流を流します。
| 陽極側 | 陰極側 |
|---|---|
|
鉄の酸化 Fe → Fe²⁺ + 2e⁻ Fe²⁺ + 2e⁻ → Fe³⁺ (さらに酸化される場合あり) クロムの酸化 Cr → Cr³⁺ + 3e⁻ ニッケルの酸化 Ni → Ni²⁺ + 2e⁻ これらの金属イオンは電解液中に溶出し、表面の微細な凸部分から優先的に溶解されることで平滑化・鏡面化されます。 |
水素の発生 2H⁺ + 2e⁻ → H₂↑ |
電解研磨後には、ステンレス表面に高耐食性のクロムリッチな不動態化皮膜が自然形成されます。
不動態化皮膜(酸化クロム:Cr₂O₃)は、電解液や水分中の酸素と反応して形成されます。
電解研磨の特徴
電解研磨は、表面の極微細な凸凹を除去し、鏡面のような平滑さを実現します。
クロムリッチで均一な不動態化皮膜を生成し、耐食性を大幅向上させ、物理研磨よりも表面が清浄で、異物付着や汚染が少なく、複雑形状の部品でも均一な研磨が可能です。化学薬品や水分に対する耐食性・耐久性に優れるため、「清潔さ・耐食性・見た目」を求める場面で非常に有効といえます。
| 1.耐食性が高く、腐食に強い。 |
| 2.酸化皮膜は非常に強く、防錆効果が強い。 |
| 3.破断面に起こる微細張りの除去はできる。 |
| 4.清浄度が向上し、クリーンメンテの負荷が軽減する。 |
| 5.医療部品や食器への耐食性が向上し、品質を維持しやすい |
| 6.凹凸がなくなることで、キズの除去や鏡面の仕上がりとなる。 |
| 7.汚れが付きにくい。 |
電解研磨の種類
電解研磨(ステンレス鋼)には、いくつかの「処理条件」「使用電解液」「目的」などに応じた種類や「方式」があります。
用途に応じて、高耐食性・複雑形状対応・高速研磨・などに適した方式が選ばれますが、一般的にはリン酸-硫酸混酸法が最も多用されますが、特殊用途ではほかの方法が選ばれます。
| 種類 | 特徴 | 用途例 |
|---|---|---|
| リン酸-硫酸混酸法 (一般的) |
・最も汎用的で安定 ・鏡面仕上げと耐食性のバランスが良い |
・医療器具 ・食品設備 ・半導体装置 ・タンク |
| リン酸単独法 (高耐食性重視) |
・硫酸を含まずリン酸のみ ・高耐食性で耐薬品性が必要な場合に最適 |
・半導体製造装置 ・化学薬品タンク ・医療装置 |
| 硝酸-リン酸法 (特殊用途) |
・高電解性で高速処理が可能 ・管理が難しいが特定材質に有効 |
・特殊ステンレス (高Ni材)部品 ・バルブ ・配管 |
| 高温電解研磨 | ・通常より高温で処理 ・研磨速度が速いが管理が難しい場合も |
・大型タンク ・複雑形状の部品 ・量産品 |
| 低温電解研磨 | ・処理温度を下げて制御性向上 ・複雑形状や薄物にも適する |
・微細構造部品 ・薄板部品 ・複雑形状パーツ |
| パルス電解研磨 (インパルス法) |
・直流でなくパルス電流を使用 ・複雑形状でも均一な研磨が可能。 |
・精密機械部品 ・医療用複雑器具 ・バイオ装置 |
電解研磨の設備と対応可能サイズ

| 手動ライン | |||
|---|---|---|---|
| サイズ | 400×400×800[mm] | ||
※治具、浴槽は自社のメンテナンス部門により製作ができます。特急対応などで治具が必要な場合でも対応可能です。
黒坂鍍金工業所 取扱い
SUS304
SUS316
SUS430
電解研磨のメリット・デメリット
| メリット | ・表面の平滑化 ・高耐食性 ・清浄性が向上する ・微細張りの取り除きに高い効果 ・光沢を出すことができる |
|---|---|
| デメリット | ・材料依存である。 (SUS304,SUS316)オーステナイト系→◎ (SUS430)フェライト系はムラや黒変色の可能性 ・やりすぎると密着性低下 |
電解研磨の皮膜特性
電解研磨は、金属表面の極微細な凹凸を電気的に溶解して除去し、その後に自然酸化によって得られる薄いクロムリッチな不動体皮膜により、耐食性と清浄性を付与する処理です。この膜は数ナノメートル~数十ナノメートルと極めて薄いですが、錆びや腐食を防ぎ、耐久性の高い鏡面のような美しい仕上がりを実現します。
| 特性 | 内容 |
|---|---|
| 構造 |
電解研磨により金属表面が均一に溶解され、ミクロレベルで凹凸が除去される。結果として、清浄で平滑な表面が形成される。処理後には自然酸化によりクロムリッチな不動体皮膜が形成される。 |
| 硬度 | 電解研磨は膜を形成する処理ではないため、硬度向上は期待できない。素材本来の硬度が保持される。 |
| 耐食性 | 電解研磨により生成されるクロムリッチな不動体皮膜は数nm~数十nmと非常に薄いが、耐食性に優れ、錆や腐食の進行を大幅に抑制する。特にステンレス鋼で高い効果を発揮する。 |
| 膜厚 | 電解研磨で形成される不動体皮膜は「自然酸化膜」であり、数nm~数十nm程度と極薄。無電解めっきやアルマイト処理のようにμm単位での膜厚は得られない。 |
| 耐熱性 | 電解研磨によって得られる表面の金属基材の特性に依存するため、耐熱性は基材準拠。ただし生成される不動体膜は高温でも安定性が高い。 |
| 耐薬品性 | 不動体皮膜は酸活性環境や軽度の腐食環境下で安定しているが、強酸や強アルカリ条件下では破壊されやすい。 |
| 密着性 | 電解研磨は新たに膜を付与するのではなく、基材そのものを平滑化する処理のため、密着性の問題は存在しない(母材表面そのもの)。 |
| 摩擦係数 | 平滑化によって摩擦係数は低下する傾向にある。鏡面に近い状態となり、摺動部品の摩擦を軽減できる場合がある。 |
| 見た目 | 電解研磨後は金属光沢が高まり、鏡面に近い美しい仕上がりになる。装飾性・清浄性に優れる。 |
電解研磨と材質の関係性
電解研磨は、ステンレス鋼やチタンなど金属表面の微細な凹凸を電気化学的に除去し、光沢・清浄性・耐食性を強化する処理です。ステンレスでは不動態皮膜の強化により腐食耐性が向上し、医療・食品・半導体分野に広く用いられます。一方チタンでは、電解研磨によって表面が滑らかになり、性能と生体適合性の向上が期待されるため、航空・医療用途にも適しています。
| 材質 | 電解研磨の適用性・特徴 |
|---|---|
| ステンレス鋼 | 電解研磨はステンレス鋼に非常によく適しており、表面の凹凸や微細なバリを除去して光沢のある滑らかな仕上がりとします。加えて表面の鉄が選択的に溶け出し、クロム・ニッケル濃度が相対的に高まり、不動態化が促進されて耐食性が向上します 。この処理は半導体・医療・食品など清潔が重視される産業で広く利用されることが多いです。 |
| チタン | チタンは優れた耐食性・耐熱性・生体適合性を持ち、電解研磨により表面の粗さが改善され、バリや微小欠陥が除去されることでさらなる清浄性と機能性が付加されます。航空機部品や医療機器など精密性を必要とする用途において役立ちます。 |
電解研磨の用途・事例
食品機械
医療部品
半導体関連部品
表面処理や鍍金加工に限らず、実現したいことや困りごと、どんなことでも相談してください。
試作品や、1点のみのご依頼にも柔軟に対応いたします。
表面処理・めっきを探す